

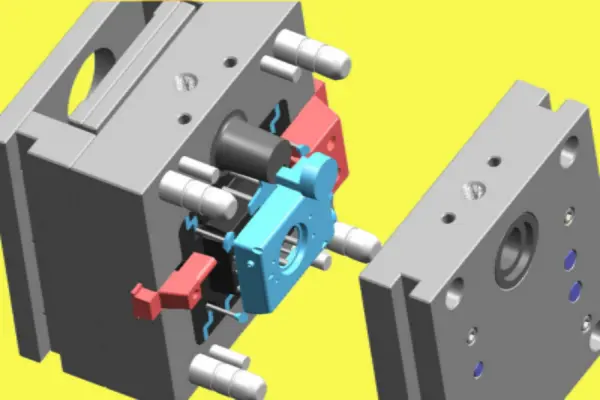
1. Introduzione del prodotto
Il seguito è uno schema schematico della struttura tridimensionale di una staffa di trasmissione per auto. Lo spessore della parete della parte è principalmente di 5mm, la struttura è piuttosto complessa e la massa della billetta è di 855g. La porosità della pressofusione è conforme allo standard VW50093, che non richiede crepe, fratture, deformazione plastica, ecc. Il materiale in lega è muslim.

2. Progettazione del processo di pressofusione
2.1 progettazione del sistema di colata
Il sistema di fila di versamento può garantire la configurazione ragionevole di ogni area quando il getto viene riempito, scarico liscio e ridurre il maggior numero possibile di gas. Il sistema di versamento adotta l'alimentazione del corridore multistadio, impostato nella posizione laterale lunga della colata, al fine di ridurre il tempo di riempimento del liquido in alluminio, ridurre il processo del liquido in alluminio, ed evitare difetti come gas laminato, pareti divisorie fredde e segni di fusione durante la pressofusione.
Progettazione del sistema di raffreddamento 2.2
Impostare l'acqua di raffreddamento nell'area dello spessore della parete della colata per garantire l'effetto di raffreddamento dell'area dello spessore della parete, per evitare il restringimento e il restringimento dei fori nell'area dello spessore della parete. Il design del sistema di raffreddamento è colpito dal perno di espulsione e dalla posizione centrale, è difficile prendersi completamente cura di tutte le aree di spessore della parete del casting, ma ancora prendersi cura dell'equilibrio termico dello stampo e del raffreddamento dell'area dello spessore della parete della colata il più possibile.
3. Ottimizzazione del processo
Il corridore leftmost è stato allargato da 5mm a sinistra per compensare la mancanza di riempimento in alluminio sul lato sinistro della parte; il sacchetto di raccolta delle scorie nell'area centrale è stato accelerato per migliorare la capacità di scarico delle scorie; Il corridore rightmost è stato bloccato e utilizzato come borsa per la raccolta delle scorie per rallentare la velocità di riempimento sul lato destro.



 NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, cina
NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, cina