

Con lo sviluppo rapido della tecnologia di pressofusione, l'industria della pressofusione ha ricevuto la corrispondente attenzione. Lo sviluppo diversificato della pressofusione in lega di alluminio ha promosso l'applicazione rapida dell'industria della pressofusione, in particolare l'applicazione di stampi per pressofusione di alluminio.
Nella pratica applicazione di stampi per pressofusione In lega di alluminio, le persone spesso non vedono la qualità della superficie degli stampi per pressofusione di alluminio e le sue esigenze. Facciamo un rapido sguardo.
1. Se non ci sono regolamenti speciali sul disegno, le impostazioni del processo di pressofusione, come la posizione del perno di espulsione, la posizione della linea di separazione, la posizione del cancello e il troppopieno, ecc., deve essere elencata dal produttore. In alternativa, le impostazioni devono essere elencate sul disegno o approvate dal fornitore e dall'acquirente
2. La superficie diStampo per pressofusione di alluminioChe necessita di una lavorazione speciale, come lucidatura, pallinatura, cromatura, rivestimento, anodizzazione, ossidazione chimica, ecc., deve essere indicata sul disegno o accettata dal fornitore e dall'acquirente.
3. Gli stampi per pressofusione di alluminio possono avere difetti come graffi, ammaccature, mancanza di carne e sbavature nette. Il grado e il numero di difetti devono essere compatibili con gli standard approvati delle parti di fornitura e domanda.
4. Il cancello, il flash, il troppopieno, il setto e le tracce di perni di espulsione degli stampi per pressofusione di alluminio devono essere pulite. Ma è permesso lasciare tracce.
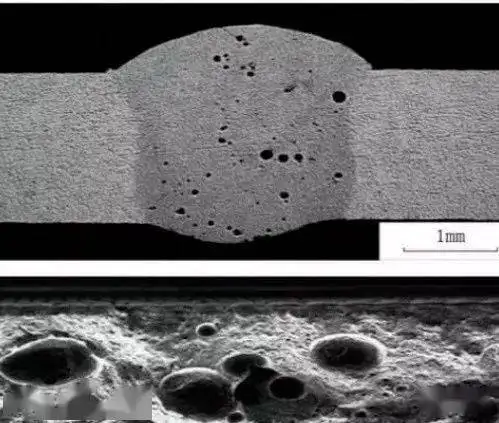
5. Lo stampo per colata non può avere crepe, sotto-fusione, scioltezza, bolle e qualsiasi difetto penetrante.


 NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, cina
NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, cina