

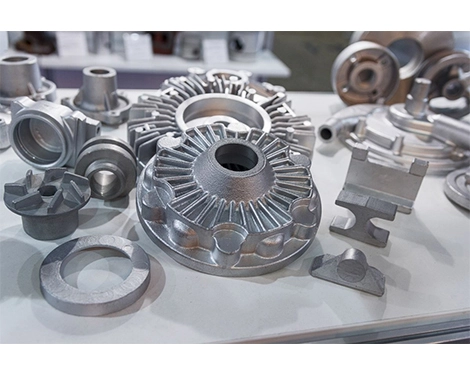
1) qual è la chiusura a freddo delle parti di fusione di alluminio?
Il gap in cui il metallo scorre testa o sovrapposizione ma non si unisce è chiamato chiusura a freddo. La caratteristica principale sono le linee lineari chiare, irregolari e affusolate, la forma è piccola e stretta e alcuni bordi di giunzione sono lisci e possono essere rotti. L'area in cui si verifica la chiusura a freddo nelle pressofuse in lega di alluminio è di solito l'area lontana dal cancello. È a causa del fatto che quando il flusso di metallo è diviso in diversi fili, il flusso anteriore di ogni filo è stato in uno stato condensato (chiamato la parte anteriore di solidificazione), ma sotto la spinta del flusso metallico successivo, è ancora riempito. Quando il flusso di metallo che soddisfa ha anche una parte anteriore di solidificazione, lo strato solidificato che si incontra non può più essere fuso e le articolazioni sembrano spazi vuoti. La chiusura a freddo grave ha un vero ostacolo all'uso dei getti, che dovrebbe essere definita dalle condizioni d'uso dei getti e dal tipo di chiusura a freddo.
2) perché la chiusura a freddo sarà generata in parti di pressofusione di alluminio:
La temperatura di colata del metallo fuso è bassa o la temperatura dello stampo è bassa.
La composizione in lega non soddisfa lo standard e la fluidità è scarsa.
Il metallo fuso viene riempito in guide separate, con una fusione debole.
Il design gating è sconveniente e il processo di riempimento è troppo lungo.
Bassa velocità di riempimento o scarico scadente.
3) come migliorare la chiusura a freddo:
Aumenta efficacemente la temperatura di colata e la temperatura dello stampo.
Cambia la composizione della lega per migliorare la fluidità.
Migliora il sistema di gating, aumenta la velocità del cancello interno e migliora le condizioni di riempimento.
Migliora le condizioni di troppopieno e aumenta il flusso di troppopieno.
Aumenta la velocità di iniezione e migliora le condizioni di scarico.
Aumenta la pressione specifica.

 NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, cina
NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, cina