

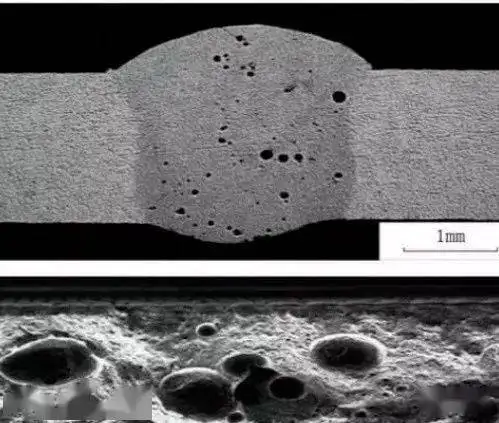
La porosità sta colando-un tipo di superficie interna liscia difetti del foro sferico, in generale nel processo di raffreddamento e solidificazione sotto forma di bolle il gas precipitato non può finire la superficie liquida e rimanere nella formazione di colata. La porosità della pressofusione in lega di alluminio appartiene ai difetti interni e non è facile da osservare e identificare, i difetti di porosità del foro stenopeico particolarmente densi, il rilevamento dei difetti a raggi X non può essere identificazione e rilevamento.
Nella teoria del riempimento dei metalli per stampaggio pressofuso sulla base della formazione di analisi e controllo della porosità della pressofusione In lega di alluminio, attraverso la tecnologia ad alto vuoto a doppio canale, la tecnologia di purificazione e degasaggio, ottimizzazione del processo di spruzzatura, ottimizzazione del sistema di troppopieno, regolazione dei parametri del processo di pressofusione e altre ricerche e applicazioni tecnologiche per risolvere i difetti di porosità della pressofusione.
(1) attraverso l'applicazione della nuova tecnologia ad alto vuoto a doppio canale, riduce il contenuto di gas all'interno della cavità dello stampo e della camera di pressione per adattarlo allo stato del vuoto, E allo stesso tempo, aumenta l'applicazione della tecnologia di purificazione e degasaggio per ridurre il contenuto di gas del fuso, Riducendo così la generazione di porosità interna nei getti.
(2) ottimizza il processo di spruzzatura, accorciando il tempo di spruzzatura, migliorare la direzione dell'ugello e prolungare il tempo di soffiaggio per ridurre il contenuto residuo dell'agente di rilascio, che può evitare efficacemente i difetti densi del foro stenopeico prodotti dalla vaporizzazione istantanea del liquido di alluminio e dal contatto dell'umidità.
(3) la selezione ragionevole del punto di commutazione ad alta velocità ha un impatto maggiore sulla qualità interna dei getti, mentre il sistema di colata dello stampo è migliorato in base ai requisiti di qualità interna del prodotto, che è di significato positivo per il miglioramento della qualità della pressofusione.



 NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, cina
NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, cina