

1. Mold design
Cerca di evitare angoli taglienti nel design dello stampo e le posizioni di fori e fessure devono essere impostate in modo ragionevole.
2. Selezione di acciaio fustellato
La selezione dell'acciaio per stampi deve completare l'uso del trattamento termico per eliminare la separazione del carburo, raffinare il carburo e la struttura uniforme.
3. Raffreddamento e lubrificazione
Il raffreddamento e la lubrificazione dello stampo sono per ridurre il carico termico dello stampo ed evitare che la temperatura dello stampo sia troppo alta. Di solito è forzato a raffreddare lo stampo durante l'operazione intermittente, il che causerà il riscaldamento e il raffreddamento dello stampo a causa di crepe di fatica termica. Lo stampo dovrebbe essere raffreddato lentamente dopo l'uso, se non si verifica lo stress termico, il che causerà la rottura e il guasto dello stampo.
4. Pressofusione e manutenzione
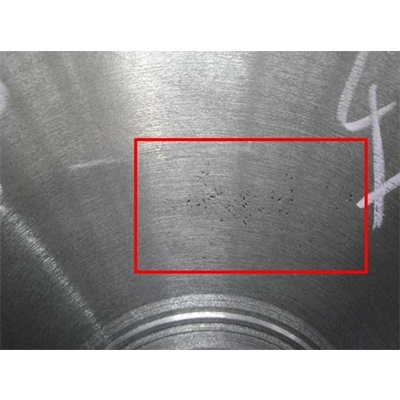
Lo stampo dovrebbe essere completamente riscaldato prima della pressofusione. Se la temperatura di preriscaldamento è troppo alta, la temperatura dello stampo è troppo alta durante l'uso, la resistenza è ridotta e la deformazione della plastica è facile da rilevare, facendo cadere la superficie dello stampo; la temperatura di preriscaldamento è troppo bassa quando lo stampo inizia a funzionare, la temperatura superficiale istantanea cambia molto, E lo stress termico è grande. Iniziazione di crepe.




 NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, cina
NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, cina