

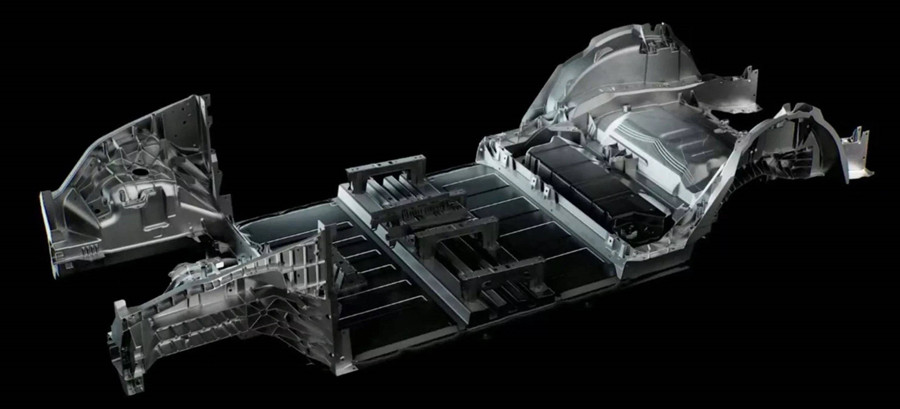
Processo di colata | HPDC | LPDC |
Descrizione | Un metodo di colata in cui una lega di alluminio liquido da 660 gradi viene versato nella camera di pressione di una macchina per pressofusione per riempire una cavità di stampo sotto alta pressione e alta velocità, E poi si formano sotto alta pressione per ottenere una parte di colata. | È un metodo di colata per il metallo liquido per completare il processo di riempimento e solidificazione sotto pressione per ottenere getti. A causa della bassa pressione. |
Vantaggio vantaggio | 1) buona qualità del prodotto 2) alta produttività e più uso di stampi per pressofusione 3) buoni vantaggi economici | 1) la velocità di riempimento può essere controllata con precisione e il riempimento di metalli liquidi è abbastanza stabile; 2) alto tasso di utilizzo del metallo e basso costo del materiale; 3) bassa intensità di lavoro, buone condizioni di lavoro, attrezzature semplici, meccanizzazione e automazione facili da raggiungere e non sono colpite dalla capacità dell'operatore; 4) il riempimento del tipo di iniezione inferiore viene utilizzato per migliorare la velocità di passaggio dei getti; 5) meno difetti interni; Meno gas e detriti inclusi; |
Sconto | 1) la struttura dello stampo è complessa, il costo di produzione è elevato e il ciclo di preparazione è lungo. 2) la velocità di pressofusione è elevata, il gas nella cavità è difficile da estrarre completamente e lo stampo in metallo si solidifica rapidamente nello stampo e la possibilità di restringimento è piccola, in modo che il casting sia pronto a produrre pori piccoli e restringimento. 3) la plasticità delle parti di pressofusione è bassa, quindi non è adatta per lavorare sotto il carico e le vibrazioni degli urti. | 1) il grado di libertà dello schema del cancello è piccolo, limitando così il prodotto; 2) il periodo di colata è lungo e la produttività è scarsa. Al fine di mantenere la solidificazione sequenziale e la fluidità del metallo fuso, la temperatura dello stampo è elevata e la velocità di solidificazione è lenta. |
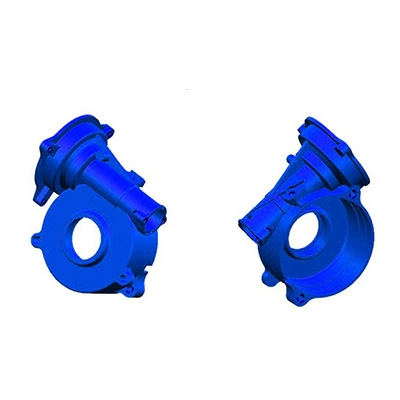
Applicazione | 1) disco, coperchio rotondo, tipo ad anello-coperchio dell'involucro della pompa, fermo del cuscinetto, volante, ecc. 2) cilindri Multi-cavità, gusci-blocchi cilindri, teste cilindri, pompe olio. | Spessore della parete media e requisiti di prestazioni elevate prodotti, come parti di sicurezza del telaio come le ruote. |

 NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, cina
NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, cina